

-
SOLUTIONSIn recent years, “Hegerls" HD shuttle storage system have improved, upgraded, more intelligent, flexible, and more systematic, which can meet the different needs of customers in various industries.
 SERVICE
SERVICE -
-
R & DObtained more than ten national patents for automated logistics warehousing equipment such as shuttle cars, stackers, and mobile shelves, awarded SGS, BV, and TUV international product quality inspection agency certificates, as well as the "Quality, Environment, Health" ISO three major system certification certificates.
SERVICE
-
PROJECTSAfter Haigelis entered the international market in 2011, it exported supermarket equipment, warehousing equipment, and related supporting products to countries and regions such as North America, South America, Europe, Southeast Asia, and Africa. In recent years, the company has increased its efforts in the research and development of automated warehousing equipment.
SERVICE
-
BlogProfessional articles, guides, and insights on warehouse racking and automated storage systems.
SERVICE
-
HEGERLSIt's developed over 20 years, our company has become a one-stop integrated service provider of warehousing and logistics, integrating warehousing and logistics project design...
SERVICE

APPLICATION
Mobile Racking: Optimize Warehouse Space with Movable Storage Systems
Classification:
Industry Info
Release time:
2026-05-20
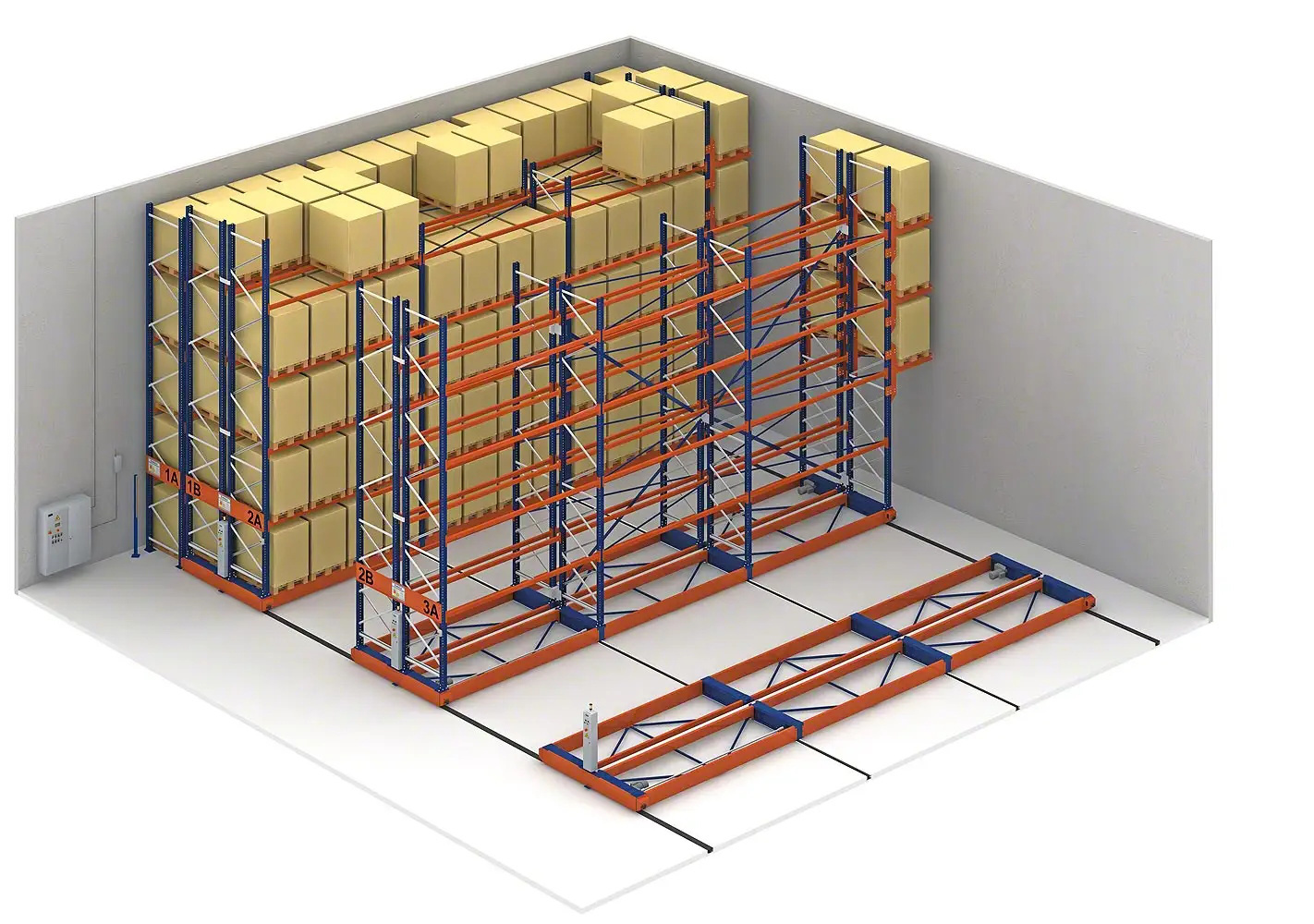
Mobile racking systems are an innovative solution for warehouses that need maximum storage density in a limited footprint. Mounted on motorized or manual mobile bases, these racks can move along tracks to open aisles only when needed, significantly saving floor space and improving storage efficiency.
They are ideal for heavy-duty storage, multi-SKU warehouses, cold storage, and archival facilities, offering flexibility, scalability, and enhanced safety.
What is Mobile Racking?
Mobile racking (also called movable racking) consists of shelving or pallet racks mounted on mobile carriages. The entire row can move along tracks, eliminating permanent aisles and increasing storage density.
Key Features:
- Movable aisles for optimized space
- Heavy-duty capacity for pallets and industrial goods
- Flexible layouts and easy reconfiguration
- Safety mechanisms like interlocks and emergency stops
Efficiency Benchmark:
- Floor space savings: 60-120% vs static racks
- Storage density: 2–3× per m²
- Ideal for high-volume SKUs and heavy pallets

Types of Mobile Racking Systems
| Type | Description | Ideal Use Case |
|---|---|---|
| Manual Mobile Racking | Racks move along tracks using a mechanical hand crank | Small warehouses, light loads |
| Electric Mobile Racking | Motorized racks with push-button or control panel operation | Medium/heavy loads, pallet storage |
| Heavy-Duty Mobile Racking | Designed for very heavy pallets (up to 5 tons) | Industrial warehouses, manufacturing |
HEGERLS Advantage: HEGERLS provides heavy-duty mobile racking systems that maximize space, support industrial loads, and include integrated safety features.
Key Components of a Mobile Racking System
- Mobile Bases: Motorized or manual platforms for aisle movement
- Racks/Shelves: Heavy-duty or pallet racks mounted on mobile bases
- Drive Mechanism: Electric motors or hand-crank mechanical system
- Tracks and Rails: Steel tracks ensure smooth and stable movement
- Safety Features: Emergency stops, interlocks, sensors for protection
Mobile Racking Data Table
| Component | Specification | Impact |
|---|---|---|
| Mobile Base | 1–5 tons load | Supports heavy pallets safely |
| Racks | 2–12 tiers | Maximizes vertical storage |
| Drive Type | Electric / Manual | Efficiency vs cost balance |
| Tracks | Steel rails embedded | Stability and smooth movement |
| Safety | Sensors & interlocks | Prevents accidents and rack damage |
Benefits of Mobile Racking
1. Maximize Warehouse Space
Mobile racking eliminates unnecessary aisles, allowing more storage per m².
HEGERLS Advantage: HEGERLS mobile racking can increase storage density up to 60%-120%, ideal for high-volume warehouses with limited space.
2. Flexible and Adaptable Storage
Mobile racking systems can be easily reconfigured for new products, pallet sizes, or warehouse layouts.
- Supports different pallet dimensions
- Suitable for mixed storage requirements
- Allows future expansion without structural changes
3. Heavy-Duty Load Capacity
Designed for industrial use, mobile racks can handle loads up to 5 tons per base, making them suitable for manufacturing, automotive parts, and bulk storage.
HEGERLS Advantage: Heavy-duty designs ensure durable, long-lasting performance even in demanding environments.
4. Enhanced Safety
Modern mobile racks include:
- Emergency stops
- Interlock mechanisms
- Anti-tilt sensors
HEGERLS Advantage: Safety is built-in, reducing the risk of accidents while handling heavy pallets.
5. Cost-Effectiveness
Though initial costs are higher than static racks, the space savings and labor efficiency make mobile racking systems cost-effective over time.
Cost & ROI Comparison
| System Type | Cost per m² | Space Utilization | Estimated ROI |
|---|---|---|---|
| Static Pallet Racking | $150 | 1× | 5–6 yrs |
| Manual Mobile Racking | $250 | 1.8× | 4–5 yrs |
| Electric Mobile Racking | $400 | 2–3× | 3–4 yrs |
Applications of Mobile Racking
- Industrial & Manufacturing: Heavy-duty pallet storage
- Warehouse & Distribution: High-density SKU storage
- Cold Storage: Optimized refrigerated storage
- Archival & Libraries: Safe storage for documents and materials

Global Adoption Trend:
- Mobile racking adoption growth: CAGR 8–10% (2025–2030)
- High-demand sectors: Manufacturing (40%), Warehousing (35%), Cold Storage (15%)
How to Choose the Right Mobile Racking System
| Factor | Consideration | Recommendation |
|---|---|---|
| Load Capacity | Max pallet weight | Choose heavy-duty racks for industrial storage |
| Warehouse Size | Floor area and track space | Ensure tracks fit layout and allow aisle access |
| Drive Type | Manual vs Electric | Manual for small warehouses, electric for high-density & heavy loads |
| Safety | Emergency stops, interlocks | Mandatory for heavy-load operations |
| Budget & ROI | Balance cost vs space saving | HEGERLS designs maximize ROI through density & safety |
Future Trends in Mobile Racking Systems
- Integration with Automated Handling – Future systems may include conveyors or robotic shuttle integration for semi-automation.
- IoT & Smart Monitoring – Sensors for tracking rack movement, load weight, and operational status.
- Energy-Efficient Motorization – Electric mobile bases with regenerative drives.
- Modular & Scalable Designs – Racks that adapt as warehouse requirements change.
Why Choose HEGERLS
HEGERLS provides mobile racking solutions tailored for heavy-duty loads, high-density storage, and maximum floor space utilization.
Advantages:
- Heavy-duty designs support industrial pallets and machinery
- Optimized track and movement system for space efficiency
- Integrated safety features for personnel and inventory
- Modular and scalable for future warehouse expansion
FAQ
1. What is mobile racking?
Mobile racking is a storage system where racks are mounted on mobile bases that move along tracks. This design allows maximum floor space utilization by opening aisles only where needed. HEGERLS provides mobile racking systems engineered for heavy-duty storage with modular, space-saving designs.
2. How does mobile racking save warehouse space?
By eliminating permanent aisles, mobile racks can increase storage density by 60–120%, allowing more pallets per square meter. HEGERLS systems optimize both vertical and horizontal space, giving warehouses a competitive edge.
3. What is the difference between manual and electric mobile racking?
Manual mobile racks use a hand-crank mechanism, suitable for light loads and small warehouses. Electric mobile racks use motorized drives, ideal for heavy pallets and high-density storage. HEGERLS offers both types, tailored to warehouse size and operational needs.
4. Can mobile racking handle heavy pallets?
Yes, HEGERLS heavy-duty mobile racking supports pallets up to 5 tons per base, making it suitable for industrial, automotive, and manufacturing applications.
5. Are mobile racking systems safe?
Modern mobile racking systems include emergency stops, interlocks, and anti-tilt sensors. HEGERLS incorporates advanced safety features to protect both personnel and inventory.
6. Which industries use mobile racking?
Mobile racking is widely used in manufacturing, logistics, cold storage, archives, and 3PL warehouses. HEGERLS customizes mobile racks to meet the specific storage density and load requirements of each industry.
7. Can mobile racking be used in cold storage warehouses?
Yes. HEGERLS mobile racking systems are compatible with refrigerated and freezer environments, providing efficient, space-saving storage without compromising safety.
8. How scalable are mobile racking systems?
Mobile racks are modular and expandable, allowing warehouses to adjust layouts or add new racks as storage needs grow. HEGERLS designs support future expansion without major structural changes.
9. How much does a mobile racking system cost?
Costs vary based on type and load capacity. Manual systems typically start at $250/m², while electric mobile systems can cost $400/m², but the space savings and operational efficiency result in a ROI within 3–4 years. HEGERLS provides tailored solutions to maximize ROI.
10. How are mobile racks maintained?
Regular track cleaning, lubrication, and inspection of moving parts ensure smooth operation. HEGERLS provides maintenance guidelines and service support for long-lasting performance.
11. Can mobile racking improve warehouse workflow?
Yes. By reducing aisle clutter and improving access to pallets, mobile racking speeds up picking, storage, and inventory counting. HEGERLS systems optimize workflows for faster, safer operations.
12. How high can mobile racking systems go?
Mobile racks can reach 12 meters or more, depending on warehouse ceilings and load requirements. HEGERLS ensures vertical stability while maintaining safe access for operators.
13. What types of goods are best suited for mobile racking?
Heavy pallets, bulk storage items, industrial parts, archived documents, and cold storage products all benefit. HEGERLS customizes rack dimensions to suit each product type.
14. How energy-efficient are mobile racking systems?
Electric mobile racks with regenerative drives reduce power consumption during movement. HEGERLS designs focus on energy-efficient motorization while maintaining smooth operation.
15. How long does it take to implement a mobile racking system?
Implementation typically ranges from 3 to 8 months, depending on warehouse size and complexity. HEGERLS provides turnkey solutions including layout design, track installation, rack mounting, and safety setup.
Key words:
mobile racking,mobile pallet racking,mobile racking storage,mobile racking system,mobile racking system
Related Solutions
2020-11-25
Related Cases


Integrated Warehouse Rack Project in Morocco | Rack Supported Warehouse

Algeria FACTO Group Storage Project
Related Products

MOBILE: +86 133 1595 3337
E-mails: hgls-wm@hbgysw.com
Office: Room 1118, Building No.6, Tatan Mall, Tatong Street, Shijiazhuang, China
Production base: 68 Shidai Road,Xinhe Industrial Park,Hebei Province
Website: https://www.woke-hercules.com









All rights reserved©2025 Hebei Woke Metal Products Co., ltd.